

|
| V20 Wehrmachtstype WR 200 B14 gebaut von BMAG, Deutz, Gemeinder | |
|
Eine V20 als Rangierlokomotive
auf einer kleinen Anlage
ist immer eine gute Wahl. | ||
|
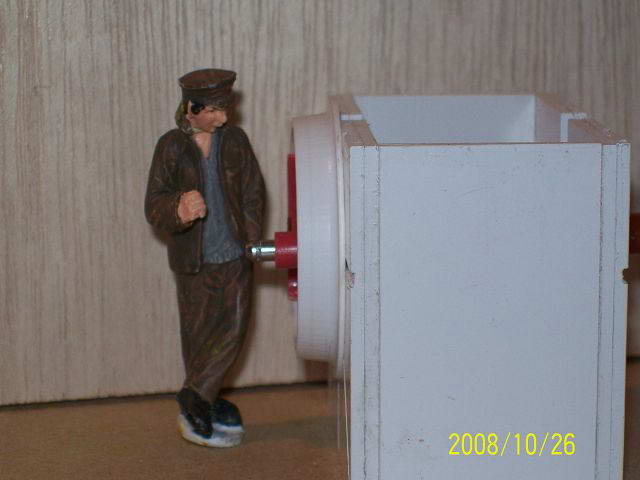
Jeder Modellbahner kennt diese Lokomotive. | 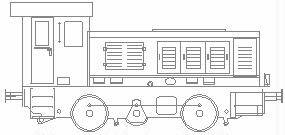 | |
| Prinzip - Bild einer V20 | ||
|
Ausschlaggebend zum Bau dieser kleinen Diesel-Rangierlok, einst von der Wehrmacht für deren Zwecke und Anforderungen geplant und von der Industrie dann natürlich auch gebaut, ist deren Schlichtheit. Ein wichtiger Grund für mich war außerdem, dass diese Lok der Testfall für den ersten Stangenkuppler sein soll. Die WR 200 B14 ist klein, man kann schnell fertig sein, um dann mit den gewonnenen Erkenntnissen mehr Planungssicherheit für andere Projekte zu gewinnen. | ||
|
Das Ziel sollen natürlich Dampflokomotiven sein, neben meiner ausgesprochenen Liebe zu den frühen Elektroloks, als man noch in die Vorrats-Kiste der Dampfloks griff. | ||
|
Bei der V20 soll die hinterste Achse beim Führerhaus angetrieben werden. Die Blindwelle und die vordere Achse sollen dann mittels der Kuppelstangen kraftschlüssig werden. Wenn das die kleinen Kerle, die mir beim Bauen ständig im Wege stehen mitbekommen, dass ich kein Einheitsgetriebe einsetzen werde, dann verstehen sie die Welt nicht mehr. | ||
|
Es gibt ein Fertiggetriebe, das von der Untersetzung hinreichen passt und zum Einsatz kommen soll. | ||
 |
Seitdem wir den Breuer haben,
schleppst du immer mehr an.
Was gibt das? Das sind die Rahmen für eine V20.
| |
|
In der realen Welt sieht das dann eher so aus:
Dieser Haufen eines V20 Antriebteiles | ||
 |
Die Wangen setzen sich aus mehreren
Platten zusammen. Sie sind 2mm dick. Alle haben für genauen Sitz eine Zentrierbohrung. Die innen liegenden Wangen haben eine größere Rahmen-Öffnung, damit man am Modell bei der Rahmendurchsicht nur die äußerste Platte mit geringer Plattenstärke wahr nimmt. | |
 |
Man kann das am vorderen Rahmen erkennen, Bei der
originalen V60 gab es auch 2 Varianten, In diesem Fall gibt das außerdem mehr Stabilität.
Was auf dem Foto nicht ersichtlich ist: | |
 |
Das haben wir aber nicht gebaut. Hast du das gemacht, Chef? Ja, weil ihr immer denkt, meine Arbeit besteht nur darin, wenn die Presse hier ist, mich in die erste Reihe zu drängeln. Chef, das würden wir nie denken!
| |
 |
Zur leichteren Verständlichkeit des
Fotos: Alle Teile liegen so, als ob die fertige Lok auf dem Dach liegen würde und man in die Schlitze die vormontierten Radsätze einlegt.
Beim hinteren Teil mit den doppelten
Rahmen sind mittlerweile Das vordere Teil passt genau zwischen die Rahmen des hinteren Teiles und hat die entsprechenden Zentrierbohrungen.
Dieses Teil hindert die Achsen daran nach
unten zu fallen.
Das ist nebst anderem meine sehr
eigenwillige Bauart. | |
 | Fass doch mal mit an, damit wir die beiden Teile probeweise in einander schieben können. | |
 |
Immer stehst du nur teilnahmslos
herum, als ob dich das Ganze nichts anginge! Lassen wir die beiden ihren kleinen Modellkrieg allein ausfechten.
Den gelben Wagen wird wohl jeder kennen.
Drei Wochen später erst erinnerte ich
mich daran und wurde mit Recht gehörig angemeckert. Er gehörte für 1,50€
mir. | |
 | Viel mehr an gekauften Wagen wird es aber nicht geben für mich. Nicht dass der eine oder andere Hersteller keine gute Wahl wäre, das ganz gewiss, der Selbstbau ist es, der mich reizt und treibt.
Hier sind äußerer und innerer Rahmen
Hinten links erkennt man die kreisrunde
Öffnung für die Achse,
| |
|
Bis hierhin war schon viel Zeichen- und Konstruktionsarbeit zu leisten. Dann kommt eine ebenso diffizile Arbeit: Die Konstruktion des Radsternes und das Erstellen der zugehörigen Fräsdatei. Hier sei kurz für die, die noch nie mit einer CNC-Fräse gearbeitet haben, die Vorgehensweise beschrieben. (CNC-Comuter Numeric Controlled,-- was sehr frei übersetzt heißt, dass der Computer laufend die Bahnkoordinaten an die Fräse übermittelt, wo der Fräser entlang fahren soll) | ||
| Beispiel: | ||
| Das Konstruieren eines CAD-Radsternes. | ||
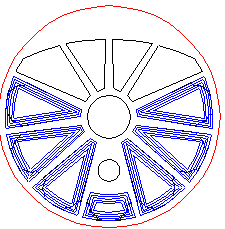 |
Wie macht man das?
So sieht die Konstruktions-Datei aus,
Die verschiedenen Farben sind das
wichtigste Kennzeichen, | |
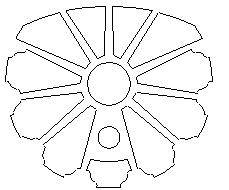
| Schritt 1, Ausfräsen der Häutchen-Ebene | ||
 |
Dann bestimmt man über die
Fräsen-Steuerungssoftware die Reihenfolge, in der gefräst werden soll. Hier
im Beispiel soll das Werkzeug mit der Farbe blau zuerst fräsen. Der Fräser, dem blau zugeordnet wurde, taucht etwa bis zur Hälfte in das Werkstück ein und fährt sukzessive die konzentrischen Bahnen ab, die ungefähr einen Abstand von 1/3 des Fräserdurchmessers haben. "Taschen" werden gefräst, danach ist die Ebene der "Häutchen" geräumt. | |
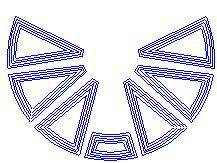
| Schritt 2, Ausfräsen der Speichen | ||
 |
Abbildungen mit Rahmen sind hinterlegt, hier mit einem Video. Als nächsten Schritt lässt man die Fräse das Werkzeug mit der zugeordneten Farbe schwarz abarbeiten. Die Frästiefe ist 1/10mm bis unter dem Werkstück, das heißt, dass die Felder zwischen den Speichen ausgestochen werden und danach heraus fallen. | |
| Schritt 3, Ausfräsen des gesamten Rades | ||
 |
Zuletzt lässt man den Fräser die Farbe
rot abarbeiten,
der Radstern wird herausgefräst. | |
| Radstern zur Probe gefräst: | ||
 | Stimmen die Durchmesser?
Der Fräser hatte keine genaue Angaben.
Wie wirken die Häutchen an den Speichen?
Mal eben zeichnen, ab in die Fräse,
| |
 |
Chef, der Radstern wäre fertig,
aber...
Was denn für ein "Aber"? | |
 | No comment. | |
 |
Hat der Chef noch was gesagt?
Nee. Hat er doch selbst
veranstaltet.
| |
 |
Jetzt baut der Alte auch schon in Sachen Waschmaschinen! | |
| Nicht so voreilig, junger Mann! | ||
 |
Die Serienproduktion der Radsterne hat begonnen. Dann wie einst der jedes Jahr wiederholte kleine Fernsehsketch am 31.12.19xx: Same procedure as every day!
Rechts vorne: | |
 |
Erstes Probeeinsetzen der Radsterne in die zur 90 Grad Justiereinrichtung gebauten Radlehren.
| |
 | Vogelperspektive. | |
 |
Der Chef hat gesagt, erst die V20.
Wie hat der Alte eigentlich die neuen Radreifen hergestellt? | |
 | ||
 |
Leute, etwas mehr Respekt bitte!
So wird das gemacht. Dieser Fräser mit seiner konischen Form und der Rundung am Ende ist fast ideal für den Übergang der Lauffläche zum Spurkranz.
Da das Vermessen schwierig ist, und der
Durchmesser von der Frästiefe abhängig ist, wurde herangetastet... | |
 | Das könnte tatsächlich etwas werden. | |
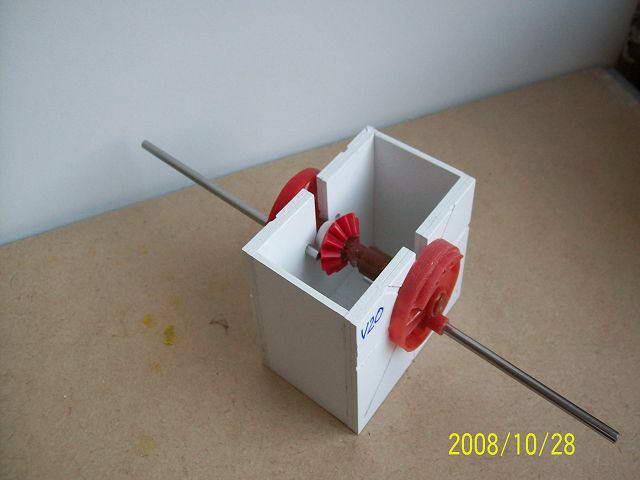 |
Diese Kegelräder waren eine Bestellung die 2 Jahre zurück liegt. Nachbestellen geht nicht mehr, alle weg. Nun kommen sie erstmals zum Einsatz. Sie sind sehr robust und ausgesprochen gut durchgeformt.
Die Radsterne sind in Klebeposition. | |
 |
Das Foto erklärt, wie die Radsterne auf 90Grad Versatz gezwungen werden. | |
 |
Fertig vormontierter Antriebs-Radsatz ohne Radreifen. | |
 |
Hier sieht man deutlich das Prinzip meiner unorthodoxen Bauart. Die Präzision der Fräse macht so etwas möglich.
Allerdings muss man auch den Mut haben,
Anders ausgedrückt:
| |
 |
Passt, sitzt, hat wenig Luft und wackelt
nicht. Auf gar keinen Fall darf eines der Teile auch nur ein kleines bisschen schwergängig sein und reiben.
Messingbuchse und Stahlachse würden sich
nach kurzer Zeit unter Abrieb des Messings freilaufen,
Kunststoff wird heiß, dehnt sich schnell
aus, wird weich,
weichere Lagerschale als die härtere
Achse, | |
 |
Die ersten Kuppelstangen sind zur Probe
gefräst. Prinzipiell sollen noch Nuten in den Längsträgern sein, die Lagerflächen sollen gegenüber den Längsträgern auch etwas erhaben werden.
Je Kuppelstange benötigte die Fräse ca. 1
Minute.
Mich interessiert hier als Vorab-Test,
| |
 |
Ganz ohne die klassischen Hilfsmittel des
Maschinenbaues bzw. des Metallbaues geht es trotz moderner Fräse nicht. Hier werden die Bohrungen mit einer Reibahle durch feinfühliges Drehen auf ein gewolltes Maß gebracht. | |
 |
Große Freude bei meinem Helfer und auch bei mir. Alles passt auf Anhieb, läuft leicht, präzise und leise. Keinerlei Hakeln. Das ist allerdings weniger mein Verdienst als das der Fräse und ihrer Wiederholungsgenauigkeit.
Schade, dass das mein Vater nicht mehr
erleben konnte, Alles sieht danach aus, dass die Dimensionen der Kuppelstangen genügen und die Festigkeit hinreichend ist.
Bevor ich dazu endgültig Stellung beziehe, | |
 |
Dreiteilige Positiv-Gussform zum Gießen eines Silikon-Ringes.
Der Silikon-Ring soll den Körperschall
des Motors | |
 |
Hier wird die Funktionsweise ersichtlich. Vor dem Motor liegt der hellgrau eingefärbte Silikon-Ring. Die rechten beiden Teile sind die zerlegbare Form zum Gießen des Ringes. | |
 |
Motor eingebettet im Silikon-Ring, der wiederum durch seine beiden Nuten-Ringe in die Motor-Trägerplatte eingebettet ist.
Der Motor ist vertikal innerhalb seines
Ringes verschiebbar. | |
 |
So sieht die Unterseite bei den Kegelrädern aus. Durch die Höhenverschieblichkeit und die zusätzliche Möglichkeit des Verdrehens kann man wegen der exzentrisch abgeordneten Getriebewelle die Kegelräder exakt zueinander positionieren. Die Form für den Silikonring musste mehrteilig trennbar ausgeführt werden, damit man zuerst den Kern in der Mitte herausdrücken kann, um dann den Ring unbeschadet herausschälen zu können.
Gesehen? | |
|
Das ist meine Mini-Drehbank. Der Name stand zu meiner Jugendzeit für eine kleine feine Drehbank mit dem Flair -Made in Germany-
. |
Auf einer Messe in Dortmund 2007 für 400€ gekauft. | |
 Sie sehen das Video nicht? Heben Sie mal ihre Tastatur hoch. Hören können Sie nichts. Die Lok ist flüsterleise. |
Erster Test am analogen Labor-Netzteil, Der Film spricht für sich.
ICH BEZIEHE STELLUNG: | |
 |
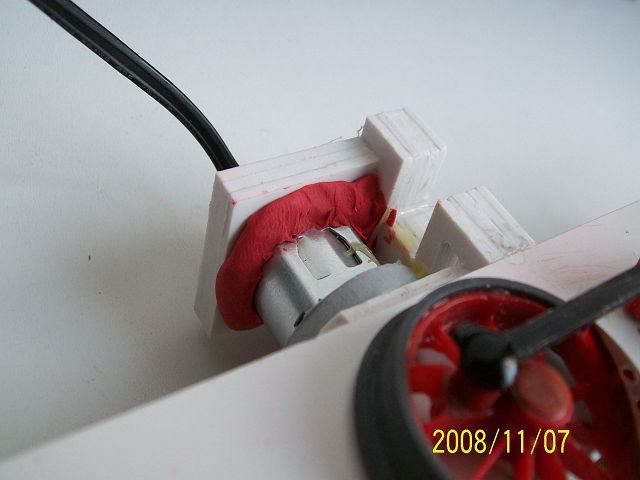
Da der Motor nach der Untersetzung von
1:50 eine nicht unerhebliche Kraft entwickelt, muss das Drehmoment gegen Verdrehen, das bei einem Kegelradantrieb entsteht, abgefangen werden. Deshalb die hier angeklebten "Hosenträger".
Die Einschnürung an der Taille auf
Motorbreite
Die dunklen Stellen an den
Rahmen-Streben: | |
 |
Die obere Motor-Trägerplatte ist nun
eingeklebt. Unten sieht man eine Kleber-Wulst, die den Getriebemotor nach der Feinjustage auf der gefundenen Position für seidenweichen Lauf provisorisch auf Position hält.
| |
 |
Wichtig ist, dass der Motor nirgends die Motor-Trägerplatte direkt berührt, wenn man maximale Dämpfung der Antriebsgeräusche wünscht. | |
 |
Jeder von uns hatte bestimmt in frühester
Kindheit Knetmasse in der Hand und der Fantasie freien Lauf gelassen.
Die damals gewonnenen Erfahrungen und
Fertigkeiten
Die Knetmasse soll den Ringspalt | |
 |
Danach vergießt man den nach unten
abgedichteten Zwischenraum mit einer elastischen Masse, hier Silikon, zu Fotozwecken etwas grau eingefärbt. Wenn man kein Silikon zur Hand hat, dann führt auch eine Kleberwulst eines Kontaktklebers zu ähnlichem Ergebnis.
Jetzt braucht das Fahrgestell wieder Belohnt wird man danach durch leisen Lauf. | |
 |
Ist euch auch schon schon
aufgefallen, dass uns der Alte, äh, der Chef natürlich, nicht mehr zu Wort kommen lässt? Logisch. Das Seminar hat bei dir offensichtlich nicht gefruchtet! | |
| Damit ist der Antriebsteil der V20 abgeschlossen. |
